Sondermaschinen:
|
| M109.00 |
|
|
Biege- und Schneidemaschine für
lose Dioden

|
Kurzbeschreibung:
- Grundgestell in Profilaluminium-Schraubkonstruktion.
- Schneiden und Biegen von losen LED`s mit 3 mm Durchmesser.
- Sortierkessel mit Habasitbeschichtung.
- Linearförderer mit Stauabfrage.
- 16-fach Rundschalttisch mit Aufnahmeteller für die LED`s.
- Vereinzelungs- und Einschubstation.
- Kontaktier- und Prüfstation für die Polarität sowie Drehstation.
- Stufenlos höhenverstellbare Schneidstation für Glattschnitt.
- Prüf- und Kontaktierstation zur Gut- / Schlechtauswertung gefertigter
Teile.
- SPS-Steuerung sowie Bedienpult mit elektronischem Vorwahlzähler.
- Maschinenleistung ca. 3.500 Teile / h.
>>>
more...
|
|
|
|
| M125.00 |
|
|
Biege- und Schneidemaschine für
Leistungstransistoren

|
Kurzbeschreibung:
- Bearbeiten radialer
Leistungsbauelemente.
- Für Gehäuseformen
TO220, TO218, TO216 etc mit drei, fünf oder sieben
Anschlußbeinchen.
- Zuführung über einen
Vibrationsförderer (auch mit Sticks möglich).
- Zahnriemen zur
Vereinzelung und Positionierung vor den Werkzeugeinheiten.
- Micrometerverstellung
der Werkzeugeinheiten.
- Optionale Gut /
Schlecht-Prüfung durch integrierbare Kontaktierstation und
Anschluß eines Testgerätes
- Abführung über
Bauteilrutsche in eine Auffangbox.
- Optional:
Zusatzeinrichtung zur Magazinierung fertiger Teile in Sticks.
- Arbeitsleistung bis zu
6000 Teile pro Stunde.
>>>
more...
|
|
|
|
| M164.00 |
|
|
Sondermaschine zum Bearbeiten
von Doppel-7-Segment-Anzeigen

|
Kurzbeschreibung:
- Die
Maschine bearbeitet magazinierte Doppel-7-Segment-Anzeigen und führt das Schneiden, Prüfen und Zählen der Bauteile
durch.
- Die
Zuführung der Elemente geschieht aus Sticks.
- Mit
Optosensoren wird Funktion und Lage geprüft.
- Bei
Schlechtteilerkennung erfolgt Auswurf in einen Behälter.
- Codierung
durch Herausschneiden eines definierten Anschlußpins.
- Alle
weiteren Pins werden auf Länge geschnitten.
- Schneidoperationen
werden mit Festwerkzeugen durchgeführt.
- Die
Werkzeuge werden pneumatisch beaufschlagt.
- Die
Kapazität liegt bei ca. 1.800 Teile / h.
>>>
more...
|
|
|
|
| M170.01 |
|
|
Wende- u. Aushärtstation für thermische
Ölstandsgeber
|
Kurzbeschreibung:
- Die
Station dient zur Aushärtung der Vergußmasse.
- Die Teile werden von der
Vergußstation zur Heizeinheit verfahren.
- Auf
einem Querförderband werden die Sensoren getaktet, bis 3 Stück in der Abnahmeposition sind.
- Jeweils
3 Sensoren werden gleichzeitig gehandelt, gefahren, geheizt und zur Palettierstation verfahren.
- Die
Station wird im 3-Schicht-Betrieb gefahren.
- 16,5
sek. Taktzeit teilen sich in 8,0 sek. Heizzeit und 8,5 sek. Handlingszeit
- Die
Puffergröße sind 14 WT`s mit je 3 Sensoren bestückt.
- Gesteuert
wird die Station mittels einer SPS.
- Für Service und Einrichtarbeiten
ist ein entsprechender Modus vorhanden.
-
Eine
Klartext-Fehlermeldung ist ebenso integriert wie ein Betriebsdatensystem.
>>>
more...
|
|
|
|
| M176.00 |
|
|
Sondermaschine zum Schleifen/Polieren
von Alu-Flaschen

|
Kurzbeschreibung:
- Diese
Spezialmaschine wird zum Schleifen / Polieren von Al-Flaschen der verschiedensten Formen eingesetzt.
- An
der Beladeseite erfolgt die Bevorratung/Zuführung auf einer Rutsche mit seitlichen Einweisern.
- An
der Entladeseite ist ein gesteuertes Förderband mit Mitnehmern installiert.
- Der
Flaschenwechsel erfolgt mittels Handlingsystem mit zwei voneinander unabhängigen Greifern.
- Die
Flaschenkonturen werden mit angetriebenen Scheiben abgefahren.
- Der
Schleifstaub wird direkt unterhalb der Flasche durch eine mitlaufende Düse abgesaugt.
- Die
Drehbewegung der Flaschen wird durch elektromotorische Antriebe gesteuert.
- Für
verschiedene Formen gibt es auswechselbare Aufnahmen.
- Die
Steuerung erfolgt mittels einer SPS.
>>>
more...
|
|
|
|
| M180.00 |
|
|
Sondermaschine zum Bearbeiten
von Kugeldioden
|
Kurzbeschreibung:
- Die
Maschine bearbeitet axial gegurtete Kugeldioden mit 1,3 mm dicken Anschlußdrähten und führt das Schneiden und Biegen
der Teile aus.
- Die
Bauteilzuführung erfolgt aus Ammopacks oder von der Rolle.
- Die
verwendete Biegeform ist Lanzett bei einer Teilung von 11,16 mm.
- Ein
elektronischer Vorwahlschalter ermöglicht die Fertigung einer definierten Menge im Automatikbetrieb.
- Für
Einricht- und Servicearbeiten kann die Maschine im Step-Betrieb gefahren werden.
- Die
Werkzeuge werden pneumatisch beaufschlagt.
- Die
Kapazität liegt bei ca. 1.500 Teile / h.
>>>
more...
|
|
|
|
| M191.00 |
|
|
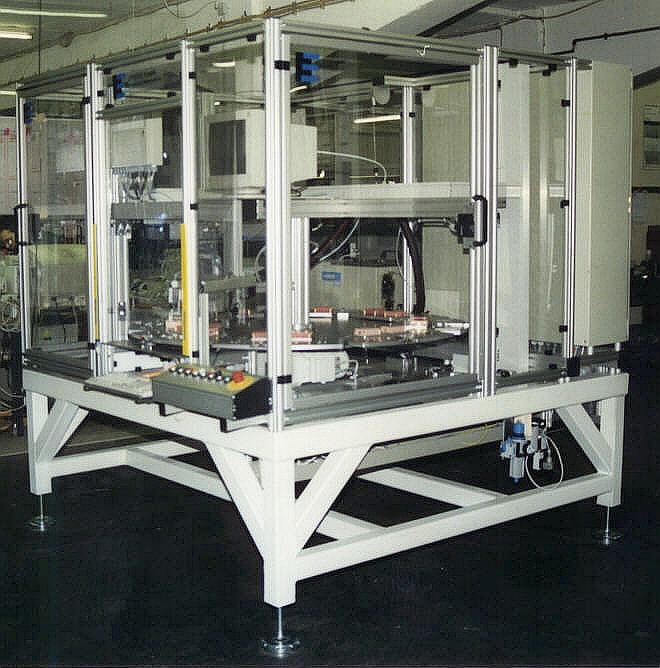
Rundtaktmaschine zum Versiegeln
von Leiterplatten
|
Kurzbeschreibung:
- Einlegen und spannen der Schaltungen am
Handarbeitsplatz.
- Rundtakttisch, 8-fach, und Aufnahmesystem für
die Schaltungen.
- Gießharzauftrag (bei ca. 170° C) auf einen genau
definierten Bereich.
- NC-gesteuerte Achsen.
- PC gesteuerter Maschinenablauf.
- Spezielles Dosiergerät für Schmelzklebstoffe.
- Taktzeit 25 sek. bei dreischichtigem Einsatz.
- Auflegen von Kühlklötzen zur beschleunigten
Abkühlung des Gießharzes.
- Integrierte Lüfter kühlen die Kühlklötze wieder
ab.
- Entnahme der fertigen Teile wieder am
Handarbeitsplatz.
>>>
more...
|
|
|
|
| M192.00 |
|
|
Rundtaktmaschine zum bearbeiten
von Dioden
|
Kurzbeschreibung:
- Rundtisch mit
acht Bearbeitungsstationen.
- Zuführung der
Dioden aus Ammopacks über Eingabestation.
- Aus dem Gurt
herausschneiden.
- Biegung
Stufensicke (kurzes Beinchen), Biegung Stand-Off-Sicke (langes Beinchen).
- Auf Länge
schneiden.
- Biegen des
Verpolschutz' und Biegen der 180°-Biegung (radial).
- Auswurf der
Fertigteile und Kontrolle der Bauteilhalter.
- SPS-Steuerung mit
allen notwendigen Anzeigen und Abfragen.
>>>
more...
|
|
|
|
| M193.00 |
|
|
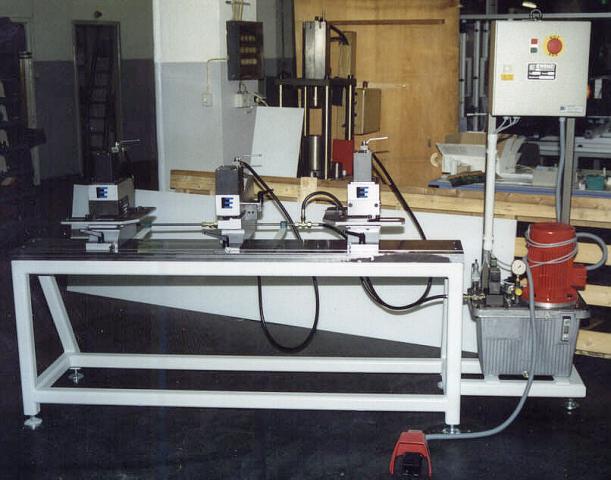
Stationäre Stanz-und Ausklinkeinheit
SAE
|
Kurzbeschreibung:
- Bleche bis 1500 mm Länge und 1,25mm Dicke werden bearbeitet.
- Gleichzeitig werden 2 Ausklinkungen und eine Schlitzstanzung
hergestellt.
- Werkzeuge mit Seiten- und Hintenanschlägen, einstellbar per Maßskala.
- C-Bügel über die gesamte Länge einstellbar, Position ablesbar an
mittlerem Zeiger
- Hubauslösung per Fußschalter - Antrieb durch einfachwirkendes
Hydraulikaggregat.
>>>
more...
|
|
|
|
| M193.01 |
|
|
Stationäre Stanz
SAE
|
Kurzbeschreibung:
- Bearbeitung von Blechen bis max. 4,0 mm Dicke in
Edelstahl rostfrei (700 N/qmm)
- Hydraulisch beaufschlagtes Schnittwerkzeug für
Langloch 10,0 x 20,0 mm.
- C-Bügel mit max. 50,0 mm Ausladung.
- Anschlagsystem rechtsseitig (für Y-Achse) mit
drei festen Abstandsmaßen.
- Anschlagsystem linksseitig (für X-Achse)
stufenlos einstellbar bis max. 300 mm sowie zusätzlich mit einem festen
Rastermaß.
- Kugeltischauflage in 900 mm Arbeitshöhe.
- Antrieb durch ein Hydraulikaggregat mit ca. 4,0
l/min. Fördervolumen.
- Hubauslösung per Fußschalter.
>>>
more...
|
|
|
|
| Montage-Prüfstand
für Top-Tip-Tronic Schaltungen |
Kurzbeschreibung:
- Top-Tip-Tronic Schaltungen in Einbaulage aufnehmen und testen.
- Widerstandskraft der Druckstange testen.
- Wählhebel in allen Positionen auf max. zulässiges
Spiel testen.
- Wählhebelweg in alle Positionen prüfen - mit NC-Servoachse.
- Kugelzapfenweg in alle Positionen prüfen.
- Beim Schalten in Pos. M wird die Funktion des Microschalters
geprüft.
- Bei Version TOP die elektr. Ausgangssignale des Positionsschalters
prüfen.
- Prüfung auf Masseschluß.
- Vorhandenseinsprüfling des Mitnehmerstiftes.
- Vorhandenseinsprüfüng von vier Befestigungsbuchsen.
- Steuerung, Überwachung
und Protokollierung mit Siemens Industrie PC.
|
 |
|
|